Teplota pájení polypropylenových trubek: tabulka hodnot, pokyny pro nezávislé svařování
Zjistěte podrobněji, jak správně pájet polypropylenové trubky, a také jaké chyby lze při svařování udělat.
Polyfúzní nebo hrdlové svařování je způsob instalace plastových trubek v systémech vytápění a zásobování vodou. Při tomto způsobu montáže potrubí vzniká homogenní spoj, který je ještě pevnější než potrubí samotné. V tomto materiálu vám řekneme, jaký speciální nástroj je potřebný pro pájení polypropylenového potrubí. Také podrobně popíšeme sled prací.
Pozornost! Pokyny uvedené v tomto článku a prezentovaná videa nezaručují správnost vlastní instalace potrubí PPR. Vzhledem k tomu, že pájení PP trubek probíhá ručně, je jeho kvalita ovlivněna lidským faktorem a zkušenostmi montéra. Pro vysoce kvalitní svařování doporučujeme kontaktovat vysoce kvalifikované specialisty.
Co je potřeba pro pájení polypropylenového potrubí?
- Pájecí svařovací stroj vybavený svařovacími tryskami vhodné velikosti.
- Řezačka trubek na PP trubky (například nůžky nebo řezačka).
- Trimmer.
- Ruleta a marker.
Pokyny pro svařování polypropylenových trubek:
- Nastavte teplotu ohřevu.
Pomocí regulátoru nastavíme na svářečce teplotu ohřevu a zapneme zařízení do sítě. Optimální teplota pájení je 240-260°C. Po vypnutí kontrolek přistoupíme k pájení.
Před svařováním zkontrolujte, zda řezáky trubek pro polypropylenové trubky správně fungují. Vždy se používají ostré nůžky a vysoce kvalitní frézy. Odřízněte polypropylenovou trubku na požadovanou délku. Pomocí trimru odstraňte střední fóliovou vrstvu do hloubky 1-2 mm. Před pájením doporučujeme vyčistit a odmastit konce trubek a tvarovky.
Hloubka zasunutí trubky do spojovacího prvku závisí na průměru potrubí (viz tabulka). Označíme si jej na potrubí fixem.
| Trubka D [mm] | Hloubka vložení [mm] |
| 16 | 13 |
| 20 | 14 |
| 25 | 15 |
Na navařovací trysku páječky nasadíme připravenou trubku a do protikusu zařízení vložíme požadovanou PP tvarovku. Udělejme to ve stejnou dobu.
Upoutejte pozornost! Nepřipojujte armaturu a trubku bez předehřevu, jinak bude svařování nekvalitní.
Počkáme určitý počet sekund potřebných k zahřátí trubky a spojovacího prvku. V závislosti na průměru trubky a tloušťce stěny se může doba ohřevu lišit (viz tabulka). Při zahřívání neotáčejte díly. Referenčním bodem je okamžik, kdy jsou svařované prvky zcela nasazeny na trysku.
Díly ke svařování vyjmeme ze svářečky a provedeme pájení pomalým a rovnoměrným zasouváním nahřátého konce trubky do nahřáté tvarovky. Během 5 sekund můžete opravit polohu připojovaných dílů.
Je přísně zakázáno otáčet díly v kruhu při jejich spojování.
Čekáme, až spojení vychladne, několik sekund fixujeme prvky. Vizuálně zkontrolujte těsnost švu.
Při dodržení všech pravidel a parametrů získáte pevný a jednotný svar. Plné zatížení švu může být aplikováno po jeho úplném vychladnutí. Obvykle to trvá 1 hodinu.
Chyby při pájení PP potrubí
I když přísně dodržujete všechny pokyny pro instalaci polypropylenového potrubí, lze snadno udělat chyby. Zde jsou ty nejběžnější:
- Povrch připojovaných trubek a tvarovek je znečištěný nebo mokrý.
- Přehřátí nebo nedostatečné zahřátí připojených částí.
- Nesprávné spojení prvků.
- Po zahřátí armatur byla překročena doba připojení.
- Prvky od různých výrobců, nekvalitní materiály.
- Nadměrné síly při spojování nebo naopak nedostatečné (trubka není zasunuta celá).
Celkový
Metoda horkého pájení umožňuje zajistit těsnost připojení potrubí. Kromě toho lze tento způsob instalace provést ručně. Hlavní věcí je dodržovat nezbytná pravidla pro pájení polypropylenových trubek.
Jaký typ potrubí je instalován ve vašem domě? Instalovali jste to sami nebo se uchýlili k pomoci specialistů? Podělte se o své zkušenosti a doporučení v komentářích.
Jednou z etap výstavby soukromých domů a bytů je instalace komunikací odpovědných za zásobování vodou nebo vypouštění odpadních vod. Montáž polypropylenových trubek je mnohem jednodušší než instalace kovových konstrukcí. K jejich připojení se používají armatury, svařované pomocí specializovaného zařízení – žehličky.
Článek, který navrhujeme, popisuje technologii vytváření spojů a poskytuje standardní teplotu pro pájení polypropylenových trubek. Pokryjeme přípravné kroky potřebné k vytvoření pevných a utěsněných spojů. S přihlédnutím k našim radám potrubí sestavíte bez problémů.
Pájení jako způsob spojování PPR trubek
V procesu svařování je důležité vše: průměr, teplota pájení PP výrobků, doba působení svářečky. Nejprve se ale musíte seznámit se základy techniky a naučit se nástroje používat.
Proces pájení nelze zahájit bez určení typu a rozměrů materiálu. Zveme vás, abyste se seznámili s užitečnými informacemi, které vám pomohou vybrat správné polypropylenové trubky a tvarovky a také je nainstalovat, přičemž znáte nuance a sekvenci procesu.
Co potřebujete vědět o polypropylenových trubkách?
Technologie svařování (neboli pájení – oba termíny jsou stejně použitelné) je zajištěna vlastnostmi polypropylenu, univerzálního technického polymeru. Je tavitelný, ale po ochlazení a vytvrzení vrací vlastnosti pevnosti a těsnosti.
Trubky se liší průměrem, tloušťkou stěny, barvou a vlastnostmi. Díky rozsahu průměrů – 16-110 mm – lze realizovat jakékoliv technické řešení.

Pro terénní úpravy soukromých nemovitostí se používají výrobky malého průměru, nejčastěji do 40 mm, méně často do 63 mm. Zbývající potrubí patří k hlavním potrubím a mají své vlastní instalační prvky
Barvu polymeru můžete ignorovat, protože je zvolena výrobcem podle vlastního uvážení, ale na barvě pruhů záleží:
- modrá – pro přívod studené vody;
- červený – pro zásobování teplou vodou a vytápění.
Základní informace, na které byste se měli při nákupu a pájení trubek spolehnout, jsou však uvedeny na štítku. Materiál polypropylenových trubek je označen kombinací písmen PPR, PP-H, PP-B, PPRC.
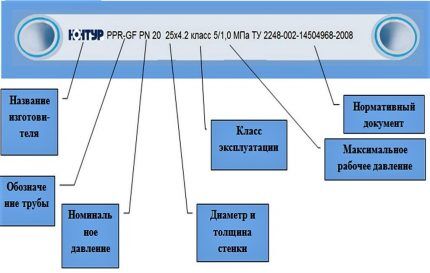
Diagram, pomocí kterého můžete dešifrovat označení. Alfanumerické kombinace udávají typ trubky, průměr, tloušťku stěny, přípustný tlak – tedy hodnoty, které jsou zásadně důležité pro pájení
Klasifikace podle jmenovitého tlaku, maximálního přípustného pro instalaci ve specifických podmínkách, pomáhá při výběru produktů pro domácí nebo průmyslové systémy.
Na základě toho existují 4 typy trubek PPR:
- PN-10 (s nominální hodnotou 1,0 MPa) – určený pro dopravu studené vody. Někdy se používají k instalaci vyhřívaných podlah za předpokladu, že se chladicí kapalina nezahřeje nad +45 °C.
- PN-16 (s jmenovitou hodnotou 1,6 MPa) – slouží k montáži rozvodů teplé/studené vody. Maximální přípustná teplota je +60 °C.
- PN-20 (s jmenovitou hodnotou 2,0 MPa) – odolávají teplotám do +80-90 °C v potrubích chráněných před vodními rázy.
- PN-25 (s nominální hodnotou 2,5 MPa) – vhodné nejen pro autonomní, ale i pro centralizované zásobování vodou. Doporučená maximální teplota je +95 °C, ale lze tolerovat i vyšší teploty.
Je lepší přeplatit a koupit spolehlivé trubky s mírně vyšší hodnotou, než šetřit peníze a kupovat materiál omezený teplotními parametry.
Při výrobě potrubí se uplatňuje zásada: čím vyšší je teplota chladicí kapaliny a tlak v systému, tím silnější jsou stěny.
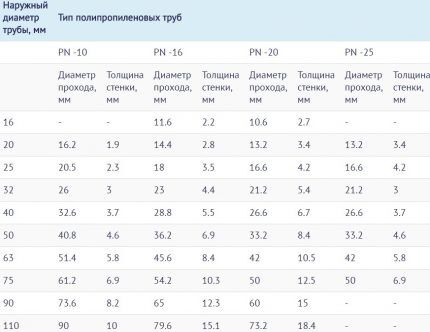
Tabulka, pomocí které můžete při znalosti vnějšího průměru trubky určit tloušťku stěny a vnitřní průměr. V tomto případě záleží také na typu výrobků podle jmenovitého tlaku.
Toto jsou minimální znalosti potřebné pro správné používání trubek PPR. Přejděme ke stručnému popisu procesu.
Technologický popis procesu pájení
Existují dva typy pájení polypropylenu – tupé a spojkové. První se prakticky nepoužívá pro instalaci domácích komunikací, protože má složitou technologii a používá se výhradně pro připojení hlavních potrubí velkého průměru.

Na chatě nebo v bytě se používá svařování manžetou, ideální pro spojování úseků trubek/tvarovek o průměru od 16 mm do 63 mm
Princip svařování spočívá v tom, že dva úseky trubky, přibližně stejného průměru a tloušťky stěny, se zahřejí speciálním nástrojem a spojí se hrdlovou metodou.
Hlavní rys: za studena by měla mít spojka o něco menší průměr.
Schéma postupného pájení PPR trubek: 1. etapa – spojovací díly a páječka (svařovací stroj); 2 – ohřev na požadovanou teplotu; 3 – utěsněná jednotka
Při zahřátí se vytvoří zóna tavení polymeru. Je důležité, aby pokrýval pouze pracovní plochy sousedící vedle sebe.
Zde je důležité rychle vyjmout díly z nástroje a vzájemně je spojit, díky čemuž se dva segmenty spojí do jednoho a následuje polymerace. Spolehlivost připojení závisí na době strávené procesem ohřevu a správně zvolené teplotě.
Standardní teplotní parametry
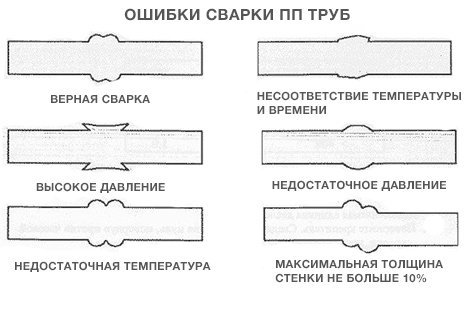
Přehřátí i nedostatečné zahřátí mají špatný vliv na výsledek svařování. V prvním případě se prvky deformují, válec se nabobtná a vnitřní průměr se zmenší. V budoucnu se na nerovných spojích může tvořit vodní kámen a zátky.
V druhém případě bude spojení slabé a kvůli nedostatečné těsnosti bude hrozit netěsnost.

Příklady nekvalitních spojů potrubí: vnitřní a vnější prověšení polypropylenu, deformace stěny, prasknutí. Takový vodovod nelze uvést do provozu
Právě kvůli riziku průrazu potrubí je nutné dodržet techniku svařování a bezpodmínečně zohlednit parametry jako:
- průměr svařovaných výrobků;
- doba ohřevu a chlazení;
- teplota zařízení;
- okolní teplotu.
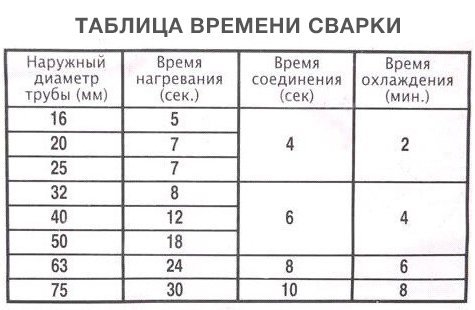
Má se za to, že proces svařování PP trubek není vhodné provádět při teplotách pod -10 °C, horní hranice je +90 °C. Nejvhodnější okolní teplota je od 0 °C do +25 °C. Pro snadnější zapamatování byly požadované hodnoty teploty a času sestaveny do jedné tabulky.
Tabulka technologických hodnot, optimální při okolní teplotě +20 °C. Pro domácí instalaci stačí pamatovat na parametry pro trubky o průměru 16-63 mm
Pokud je teplota vzduchu uvnitř nebo venku pod +5 °C, prodlouží se doba ohřevu přibližně o 50 %, tedy dvakrát. Teplota ohřevu je všude stejná – +260 °C. Přijatelný rozsah je +255-280 °C.
Zajímavé je, že výběr parametru nezávisí na průměru trubky – stejné hodnoty se používají pro 16 mm i 50 mm. Mění se pouze časové úseky. Z tohoto důvodu se teplota svařování polypropylenových tvarovek a trubek obvykle v technologických tabulkách neuvádí.
Podrobné pokyny k instalaci
Proces pájení je rychlý. Můžete to ověřit analýzou dat v tabulce. Například pro spojení dvou prvků o průměru 20 mm bude při pokojové teplotě trvat 5 sekund, než se zahřejí, další 4 sekundy se spojí a poté 180 sekund vychladnou. Celkem – 3 minuty 9 sekund.
V tomto ohledu je důležité procvičovat všechny pohyby, aby nedošlo k žádnému zádrhelu v procesu spojování již zahřátých prvků. Zvažme nuance každé fáze instalace polypropylenových trubek samostatně.
Fáze #1 – příprava speciálních nástrojů
Pro pájení doma budete potřebovat zařízení určené pouze pro svařování polypropylenových dílů – trubky, úhelníky, spojky, T-kusy, zátky.
Obvykle se páječka prodává kompletní s páry spojky a trnu, které se instalují na zařízení v závislosti na průměru trubek
Čepele řezačky trubek musí být ostré a nesmí být poškrábané nebo zlomené. Pro zajištění hladkého pohybu je nutné zajistit, aby ráčnový mechanismus byl v dobrém provozním stavu.
PPR trubky s výztuží vyžadují další přípravu. Spočívá v odstranění hliníkové výztuže strojkem nebo zastřihovačem
Speciální stojan na žehličku zajišťuje správnou polohu nástroje. Pokud není stojan, je lepší provádět pájení společně s partnerem, který bude páječku držet
Žehlička na svařování polypropylenu
Řezačka trubek pro řezání trubek
Holicí strojek pro odstranění výztuže
Stojan na páječku
Má smysl koupit nový nástroj, pokud plánujete sestavit systém zásobování vodou od začátku s další údržbou. Pro jednorázové práce si můžete pronajmout zařízení na svařování PP trubek nebo si je půjčit od známých. Kromě speciálního nářadí budete potřebovat vodováhu, fix, pravítko nebo svinovací metr.
Fáze #2 – značení a řezání trubek
Trubky se řežou předem, před začátkem prvního pájení. Doporučujeme připravit všechny prvky a sestavit je podle schématu. Je součástí projektu otopné soustavy nebo instalatérské instalace.

Vedení potrubí je často složitý systém přímých a rotačních částí. Montáž je snazší, když jsou malé úseky potrubí nejprve spojeny armaturami do samostatných jednotek
Odměříme kusy trubek požadované délky a opatrně je odřízneme řezačkou trubek. Poté vybíráme tvarovky vhodné v průměru – nejčastěji se jedná o spojky, T-kusy a úhelníky. Pokud jsou prvky zesílené, odstraňte hliníkovou vrstvu.
V důsledku toho musí být okraje svařovaných dílů dokonale hladké, seříznuté kolmo k ose potrubí, očištěné a odmaštěné.
Stupeň #3 – připojení prvků a vytápění
Namontujeme zařízení, vybereme spojky a trny požadovaného průměru. Zapojíme do sítě a zahřejeme, protože už víme, na jakou optimální teplotu polypropylenové trubky pájet – +260 °C. Přesně to je uvedeno v návodu k obsluze páječek.
Upozorňujeme, že někteří výrobci vyrábějí zařízení se stupnicí až do +320 °C. To neznamená, že ho musíte zahřát na maximum. Přečtěte si pozorně pokyny – označují podmínky, za kterých jsou přípustné vysoké hodnoty ohřevu.
Na koncích dílů, které je třeba spojit, uděláme značky udávající hloubku ohřevu. Znovu zkontrolujeme, zda jsou pracovní plochy suché a bez mastnoty, protože vlhkost nebo kluzký povrch mohou způsobit odtlakování spoje.

Oba díly používáme současně: konec trubky zasuneme do spojky až po značku a spojovací prvek nasadíme na trn až na doraz
Od okamžiku instalace dílů začínáme počítat sekundy – podle hodnot uvedených v tabulce. Po požadované době díly vyjměte a trubku rychle vložte do tvarovky – až po stejnou značku. Snažíme se umístit součásti koaxiálně; na opravu polohy je dáno pouze několik sekund. Deformace a rotace prvků nesmí být povoleny!
Uzel držíme ve správné poloze, dokud nedojde k polymeraci. Obvykle je to 3 minuty a více – dobu chlazení kontrolujeme podle tabulky. Chlazené a řádně svařené díly tvoří integrální spojení, těsné a odolné.
Klíčové komponenty svařujeme jeden po druhém, abychom je pak mohli sestavit a svařit na místě instalace topného okruhu, kanalizace nebo vodovodu.
Závěry a užitečné video k tématu
Video #1. Technologie pájení trubek PPR:
Video #2. Analýza běžných chyb:
Na internetu je obrovské množství mistrovských kurzů pájení polypropylenových trubek. Některé z nich vzali nekvalifikovaní amatéři, takže rady ohledně svařovací techniky a teploty mohou být zavádějící.
Výrobce zná možnosti svářečky lépe než ostatní, takže než se pustíte do pájení, určitě si přečtěte návod – ochráníte se tak před technickými závadami a neodbornými radami.
Řekněte nám o svých vlastních zkušenostech s montáží polypropylenových potrubí a vytvářením pájených spojů. Sdílejte technologické detaily, které mohou být užitečné pro návštěvníky webu. Zanechte prosím komentáře v bloku níže, zeptejte se, zveřejněte fotografie k tématu článku.